Thinning In Sheet Metal Forming
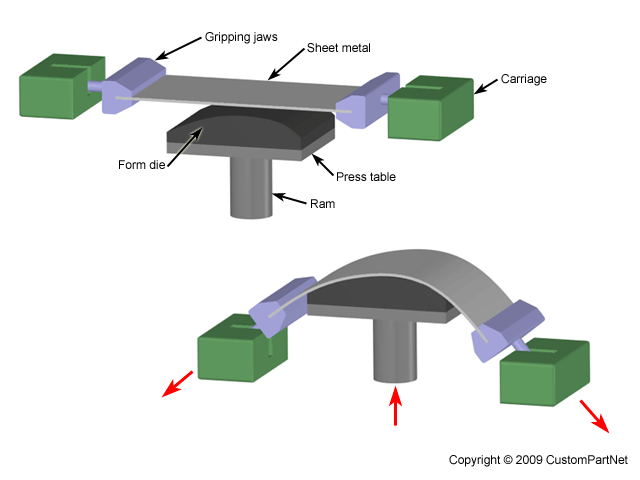
Sheet Metal Forming

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Revisiting The Formability Limits By Fracture In Sheet Metal Forming Sciencedirect

R D Update Lightweighting In The Automotive Industry Using Sheet Metal Forming Part 2

Rolling Mill For Metal Sheet And Wire Up To 5ga 3 Inch Rollers Sale Rolling Mill Metal Sheet Patterned Plates

Jewelry Rolling Mill Flat Metal Stock Sheet And Wire Flat Rolling Mill

Prediction of the deformation zone thickness is an important approach to control the thinning ratio.
Thinning in sheet metal forming.
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf
Sheet Forming Process An Overview Sciencedirect Topics
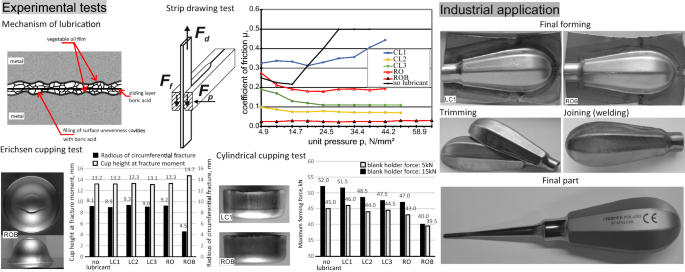
Sheet Metal Forming Using Environmentally Benign Lubricant Springerlink

Pin On Metal Forming

Deep Drawing An Overview Sciencedirect Topics

Swage Bending Block With 7 Punches Metal Forming Punch Jewelry Making Supplies

Commons Failures In Sheet Metal Forming A Wrinkling B Earing C Download Scientific Diagram

Ad Ebay Url 300mm Manual Steel Plate Rolling Machine Metal Plate Bending Round Machine Top In 2020 Metal Bending Tools Sheet Metal Roller Machining Metal

Durston Double D2 130mm Rolling Mill Ottofrei Com Rolling Mill Jewelry Making Tools Diy Metal

Details About 41 Pc Dapping Block Punch Set Metal Forming Kit Jewelry Making And Metalsmith Jewelry Making Tools Jewelry Tools Metal Forming

Comparison Of Extrusion Processes In Sheet Bulk Metal Forming For Production Of Filigree Functional Elements Sciencedirect

Pdf Analysis Of The Thinning Phenomenon Variations In Sheet Metal Forming Process
6 Common Sheet Metal Forming Process Monroe

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

Thin Sheet Metal Red Is Held While A Lower Punch Presses It Into The Upper Cavity Because The Cavity Is Deeper In Thi Sheet Metal Shop Job Shop Custom Gates

Pin By Tamara D Auvergne On Beads N Wire Rolling Mill Roller Flats Patterns

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending
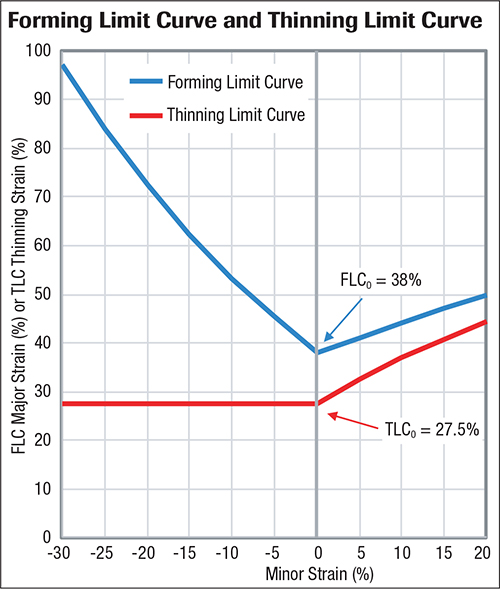
Introduction To Strain Analysis Generating The Thinning Limit Curve From The Forming Limit Curve Metalforming Magazine Article
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq96jtjqqnwpemm55c 7j5fq4yhky9dgyb9vgcwrivsl7tfzgv9 Usqp Cau

Tree Stump The Stump Provides A Solid Base For Hammering Needs Flat Bottom To Be Sturdy Sheet Metal Tools Metal Working Tools Metal Shaping
Http Web Mit Edu 2 810 Www Files Lectures Lec9 Sheet Metal 2019 Pdf
06 Sheet Metal Forming

Mini Double Convex Forming Stake With Images Mini Metal Forming Doubles

Thinning And Spring Back Prediction Of Sheet Metal In The Deep Drawing Process Sciencedirect
Source : pinterest.com
